Výhody měděného radiátoru pro svařování jsou následující:
1. Chladič s vysokou hustotou, velká plocha pro odvod tepla, nízká hmotnost. Pro svařování jednotlivých žeber lze na spodní desce opracovat drážky a žebra vložit do drážek pro svařování. Žebra mohou mít hustotu až 1 mm a výšku 150 mm.
2. Desku lze obrábět sofistikovaným způsobem a lze ji zabudovat do tepelné trubice nebo parní komory, čímž se výrazně zvýší průměrná teplota.
3. Povrch měděného svařovaného radiátoru nebude zoxidován zpracováním při střední teplotě.
4. Měděný tvar svařovaného chladiče je flexibilní a snadno se zpracovává, instaluje polohu otvoru a vyhýbá se poloze zařízení.
5. Nízké náklady na formy, od mikro radiátoru po velký radiátor lze rychle hromadně vyrábět.
6. Vysoká spolehlivost, je široce používána v zařízeních IT a komunikačních zařízeních pro odvod tepla.
7. Povrchová úprava, niklování před svařováním mědi, odstranění rzi a oleje před svařováním mědi.
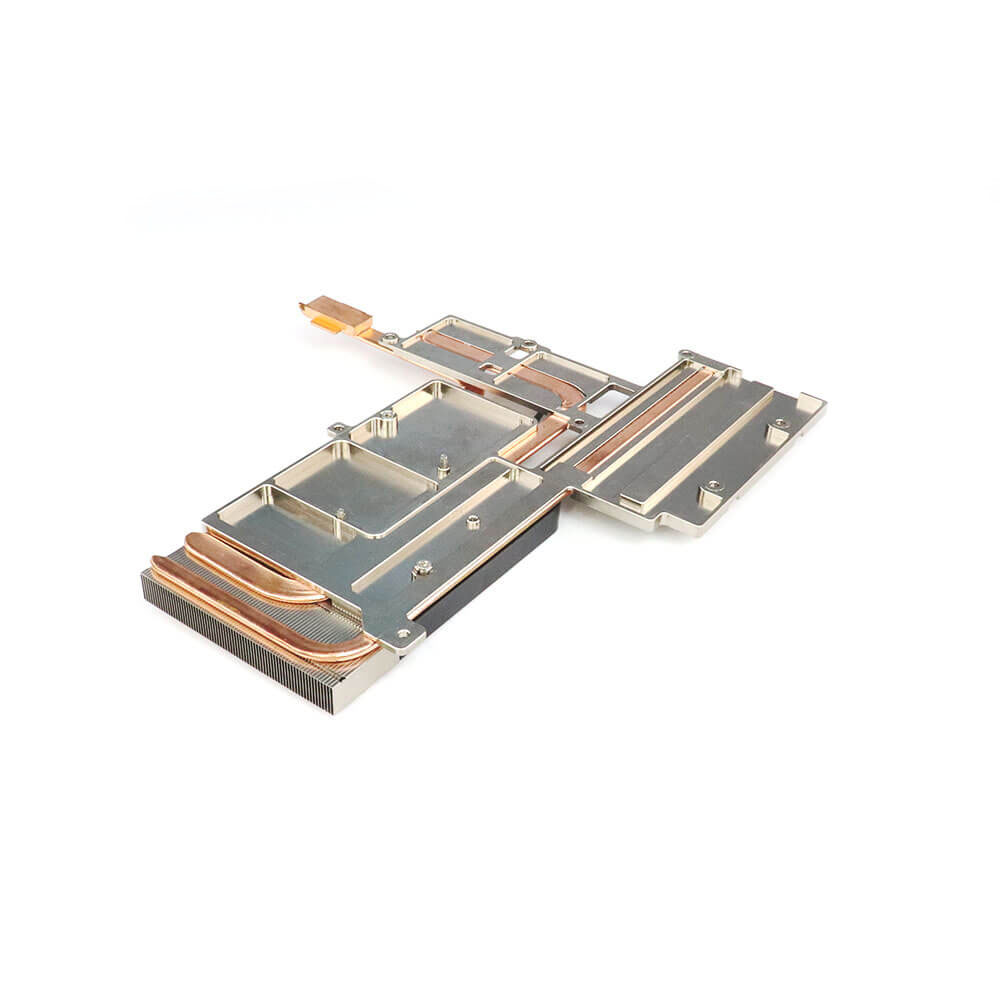
Ploutev může být složená, ploutev ve tvaru L, ploutev proti opotřebení, může být také ploutev heatpipe, materiál je obecně AL6063, AL6061, C1100 atd. Podle různých materiálů lze svařovací radiátor rozdělit do měděného svařovacího radiátoru, měděného pájecího radiátoru, měděného hliníkového kompozitního pájecího radiátoru, přes žebrový svařovací radiátor, tepelný pájecí radiátor. Podle procesu lze svařovací chladič rozdělit na vysokoteplotní svařování a nízkoteplotní svařování. U středoteplotních svařovacích zářičů je vyžadováno svařování 160-170 stupňů. Běžně používaným svařovacím procesem je nízkoteplotní pájení, nízkoteplotní svařovací teplota chladiče mezi 110-135 stupni, v podstatě žádná deformace, lze zpracovat vysoce přesným procesem, lze jej použít s jakýmkoli zařízením.